
Производство металлоконструкций
Производство металлоконструкций от 21 000 рублей тонна
По всем вопросам звоните по телефону + 7 (499) 707-25-71
Производим металлоконструкции на заказ, по Вашим чертежам, а так же проектируем сами на основе Вашего технического здания.
Завод металлоконструкций выполняет последовательный ряд технологических операций от получения металла в формате стального и чернового проката до изготовления металлоконструкций, готовых к отгрузке и сборке на объекте заказчика.
Завод имеет несколько обособленных цехов – основной цех металлообработки, сварочный цех с автоматизированным оборудованием, малярный цех, вспомогательные помещения (погрузочный узел, склады).
Общая схема процесса изготовления стальных конструкций
- Получение металла со склада, сортировка, осмотр, подготовка к производству
- В соответствии с чертежами и технологическими картами выполняется изготовление деталей
- Выполняется сборка конструкций с последующей заводской сваркой
- Завершающая обработка, расточка отверстий, выполнение резьбы, маркировка изделий, подготовка к отгрузке.
| Производство металлоконструкций: | Цена |
| Колонны несущие | от 17 000 ₽/Тонна |
| Колонны пространственные | от 18 600 ₽/Тонна |
| Фермы | от 21 900 ₽/Тонна |
| Вертикальные и горизонтальные связи | от 14 900 ₽/Тонна |
| Прогоны | от 12 800 ₽/Тонна |
| Балки перекрытий | от 19 600 ₽/Тонна |
| Балки подкрановые | от 22 800 ₽/Тонна |
| Балки из сварного двутавра | от 19 400 ₽/Тонна |
| Лестничные марши со ступенями | от 33 200 ₽/Тонна |
| Ограждения | от 37 500 ₽/Тонна |
| Площадки обслуживания | от 24 700 ₽/Тонна |
| Эстакады | от 25 800 ₽/Тонна |
| Норийные вышки | от 27 600 ₽/Тонна |
| Ригели | от 17 900 ₽/Тонна |
| Анкерные группы | от 30 400 ₽/Тонна |


Подготовка металла к производству
- Металлический прокат, поступающий на производство, должен соответствовать принятым нормам ГОСТ и может иметь допустимые дефекты.
- Перед поступлением в производство металлопрокат проходит обработку.
- На специальных вальцах листовой прокат проходит правку, устраняя внутренние напряжения металла и возможные искривления.
- В обязательном порядке устраняются поверхностные загрязнения, ржавчинка, окалина.
- Очистка выполняется при помощи пескоструйных аппаратов.
- В соответствии с технологической картой и сроками поступления на производство, металл может быть обработан специальным антикоррозийным составом.
- Чертежи и проектная документация поступают на производство.
- Формируются заказы на склад на получение металла, активируются технологические карты указанных операций в соответствии с выбранными материалами.
- К подготовительным работам относится изготовление шаблонов, разметка материалов, распределение задач для последовательного выполнения операций.
- Для типовых деталей шаблоны могут быть уже изготовлены, можно выполнить сверку шаблонов и приступать к дальнейшим стадиям производства.


Наш инженер свяжется с Вами и обсудить все технические вопросы, а так же цены
Раскрой металла для последующей обработки выполняется при помощи штамповочных машин, автоматизированных и механизированных ножниц, при помощи кислородной или плазменной резки.
Возможно использование лазерной резки, но в этом случае имеются ограничения по толщине обрабатываемого металла.
Предпочтение следует отдавать экономичной и быстрой плазменной резке на станках с ЧПУ.
Механическая резка ножницами по металлу используется редко ввиду невысокой точности работы.
- Технологические отверстия в листовом металле толщиной до 2,5 см выполняется методом продавливания.
- Специальные штемпели пробивают металл, формируя отверстия необходимой формы.
- В дальнейшем пробитые отверстия нуждаются в обработке – рассверливании и зачистке.
- При небольших объемах работ возможно использование сверлильного и фрезерного оборудования без ограничений по толщине металла.
Проектирование металлоконструкций
Если для Вашего объекта требуется проект у нас в штате есть несколько инженеров, которые смогут для Вас разработать чертежи КМ и КМД
Присылайте техническое задание, чертежи или заявку нам на почту zakaz@zavod-met.ru
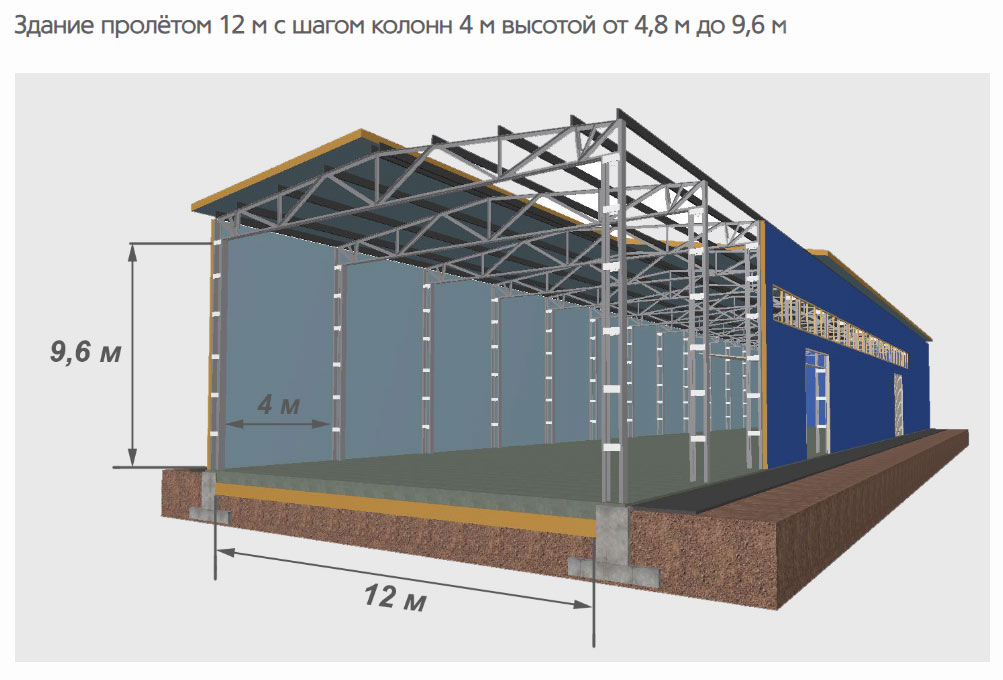
В расчетах ниже ширина здания постоянная составляет 12 метров, а цена в таблицах меняется относительно высоты и длины здания, в основном в типовых проектах идет привязка к пролету имеет кратность (ограничения по ширине)
| Высота по стене
(От пола до перекрытия) |
Длинна типового здания | Масса на 1 м2 | |||||||||
| 16 метров | 20 метров | 24 метра | 28 метров | 32 метра | 36 метров | 40 метров | 44 метра | 48 метров | 52 метра | ||
| Металлоемкость, вес металлоконструкций каркаса здания | |||||||||||
| 4,8 метров | 7,7 тонн | 9,6 тонн | 11,5 тонн | 13,4 тонн | 15,3 тонн | 17,2 тонн | 19,1 тонн | 21 тонн | 22,9 тонн | 24,8 тонн | 39,6 кг |
| 6 метров | 7,9 тонн | 9,8 тонн | 11,8 тонн | 13,7 тонн | 15,7 тонн | 17,6 тонн | 19,6 тонн | 21,5 тонн | 23,5 тонн | 25,4 тонн | 40,7 кг |
| 7,2 метров | 8,4 тонн | 10,4 тонн | 12,5 тонн | 14,6 тонн | 16,6 тонн | 18,7 тонн | 20,7 тонн | 22,8 тонн | 24,9 тонн | 26,9 тонн | 43,1 кг |
| 8,4 метров | — | — | — | — | — | — | — | — | — | — | |
| 9,6 метров | — | — | — | — | — | — | — | — | — | — | |
| Высота от пола до низа перекрытия
(По стене) |
Длинна типового здания | |||||||||
| 16 метров | 20 метров | 24 метра | 28 метров | 32 метра | 36 метров | 40 метров | 44 метра | 48 метров | 52 метра | |
| Цена изготовления металлоконструкций здания с грунтом и разработкой чертежей | ||||||||||
| 4,8 метров | 215 600 ₽ | 268 800 ₽ | 322 000 ₽ | 375 200 ₽ | 428 400 ₽ | 481 600 ₽ | 534 800 ₽ | 588 000 ₽ | 641 200 ₽ | 694 400 ₽ |
| 6 метров | 221 200 ₽ | 274 400 ₽ | 330 400 ₽ | 383 600 ₽ | 439 600 ₽ | 492 800 ₽ | 548 800 ₽ | 602 000 ₽ | 658 000 ₽ | 683 200 ₽ |
| 7,2 метров | 235 200 ₽ | 291 200 ₽ | 350 000 ₽ | 408 800 ₽ | 464 800 ₽ | 523 600 ₽ | 579 600 ₽ | 638 400 ₽ | 697 200 ₽ | 753 200 ₽ |
| 8,4 метров | — | — | — | — | — | — | — | — | — | — |
| 9,6 метров | — | — | — | — | — | — | — | — | — | — |
Получите бесплатный расчет вашего проекта прямо сейчас

С уважением к Вам Сергей, инженер по производству
По всем вопросам звоните по телефону + 7 (499) 707-25-71
Производство и монтаж металлоконструкций
Механическая обработка краев заготовок перед сваркой – необходимая часть технологического процесса. С листов и деталей снимают кромку, выравнивают края, устраняя любые неровности. Для обработки края используются специальные станки.
Торцы деталей обрабатываются и зачищаются при помощи фрезерного станка.
Предпочтение отдается технологии холодной гибке металла при помощи прокатных вальцовочных листогибочных машин и прессов. При помощи гибки изготавливаются детали для труб, резервуаров, гнутых профилей.
На стадии сборки детали принимают конечные габариты.
- Сборка выполняется несколькими способами – по разметке, по шаблону, на автоматизированных линиях сборки или в пространственном сборочном кондукторе.
- Заводское оборудование включает в себя сборочные стеллажи, подъемное и поворотное оборудование, электроприхватки для фиксации контрольных точек.
- Точечная сварка электроприхватками допускается в местах размещения сварных швов.
При окончательной сварке точечные элементы будут перекрыты швом.
На стадии сборки необходимо в точности следовать чертежам, размерам и соблюдать величину зазоров для последующей обработки.
При выборе метода сварки предпочтение следует отдавать автоматической сварке с учетом технологической карты материалов и конструкций.
- Ручная сварка применяется для схватывания свариваемых деталей или в отдельных регламентированных случаях.
- Автоматическая сварка под флюсом является предпочтительной для швов длинной более 1,5 метра.
- Полуавтоматическая сварка в среде углекислого газа используется для коротких швов и сложных конструкций.
- При толщине свариваемых материалов более 4,5 см следует выбирать шлаковую сварку.
Преимущество заводской сварки в использовании качественного оборудования, возможность выполнения одновременной двухсторонней сварки, ровные и глубокие равномерные сварочные швы и подъемно –поворотное оборудование для сварки объемных и тяжелых конструкций.



Контрольные проверки и выполнение дополнительных операций
Проверка сварочных операций выполняется несколькими различными способами – визуальный осмотр качества шва, ультразвуковой, радиографический, пузырьковый и так далее в соответствии с таблицей контрольных операций.
- Сварочный шов должен быть равномерным, плотным, не иметь разрывов, сужений и расширений, наплывов. Особенно внимание при контроле следует уделять корню шва, начальному и завершающему участку.
- При выполнении автоматической сварки двухсторонний шов проверяется рентгеном, позволяющим обнаружить изъяны и трещины в металле.
- Также может выполняться механический контроль методом нагрузок и испытаний опытных образцов.
- При проверке герметичных швов резервуаров обязательно выполняется проверка давлением воды и вакуумные проверки.
От качества сварных швов зависит общая надежность конструкций, поэтому проверки выполняются с предельным вниманием. По завершению проверок и испытаний составляется акт.
После завершения контрольных испытаний сварных соединений детали отправляются на дельнейшую обработку – маркировку, рассверливание отверстий, нарезание резьбы, фрезеровку, антикоррозийную обработку, последующую сборку и подготовку к отправке.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}