
Сварка металлоконструкций
Сварка электрошлаком
Процесс выполняется в сварочной ванне с охлаждением, реализованным при помощи медных ползунков и проточной воды.
Электродная проволока проводится по швам под расплавленным шлаком. Метод используется в вертикальных швах стыковки для соединения деталей толщиной более 20 см.
Сварка в углекислой среде
Наиболее производительный тип сварки, обеспечивающий глубокие и ровные швы.
Преимущественно используется на специализированном заводском оборудовании.
Присылайте техническое задание, чертежи или заявку нам на почту zakaz@zavod-met.ru

Наш инженер свяжется с Вами и обсудить все технические вопросы, а так же цены
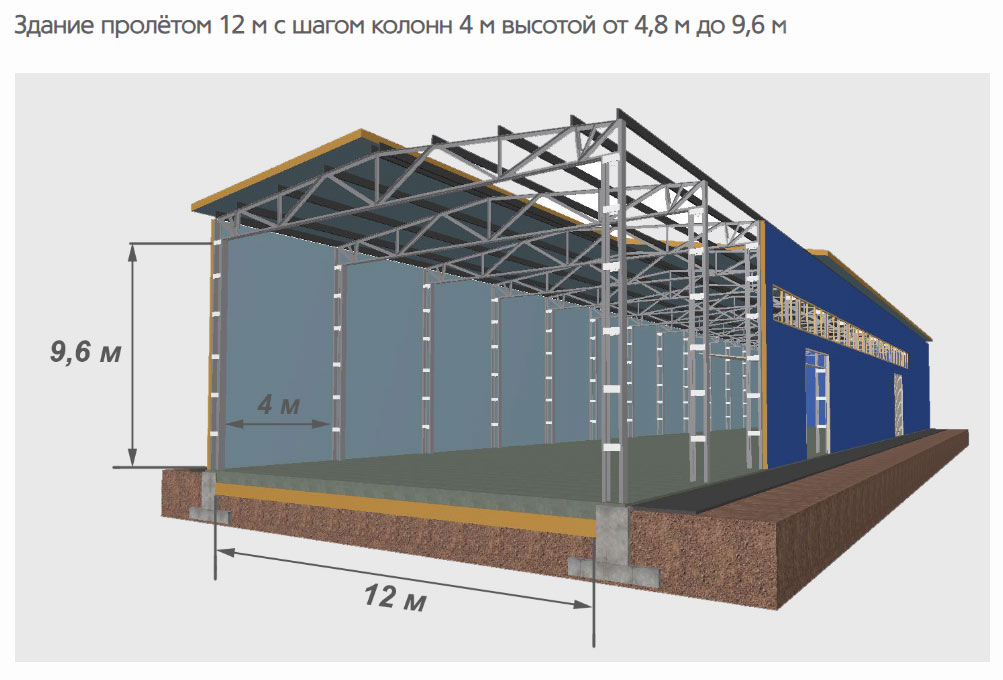
В расчетах ниже ширина здания постоянная составляет 12 метров, а цена в таблицах меняется относительно высоты и длины здания, в основном в типовых проектах идет привязка к пролету имеет кратность (ограничения по ширине)
| Высота здания по стене | Длинна типового здания | |||||||||
| 16 метров | 20 метров | 24 метра | 28 метров | 32 метра | 36 метров | 40 метров | 44 метра | 48 метров | 52 метра | |
| Прайс-лист на монтаж металлоконструкций каркаса здания | ||||||||||
| 4,8 метров | 101 200 руб. | 125 000 руб. | 149 900 руб. | 169 900 руб. | 197 600 руб. | 225 500 руб. | 249 100 руб. | 270 900 руб. | 303 200 руб. | 335 900 руб. |
| 6 метров | 103 600 руб. | 128 500 руб. | 150 800 руб. | 179 200 руб. | 200 400 руб. | 230 100 руб. | 254 800 руб. | 279 300 руб. | 310 000 руб. | 350 600 руб. |
| 7,2 метров | 109 600 руб. | 133 900 руб. | 158 100 руб. | 188 400 руб. | 208 700 руб. | 243 000 руб. | 267 000 руб. | 300 700 руб. | 330 500 руб. | 364 700 руб. |
| 8,4 метров | — | — | — | — | — | — | — | — | — | — |
| 9,6 метров | — | — | — | — | — | — | — | — | — | — |
| Монтаж металлоконструкций | Болтовое / смешанное / сварное соединение металлоконструкций |
| Одноэтажных зданий/сооружений высотой до 15 м | от 12 900 / |
| Одноэтажных зданий/сооружений высотой от 15 до 24 м | от 17 400 / |
| Установка металлоконструкций многоэтажных зданий высотой до 18 м | от 15 800 / |
| Многоэтажных зданий высотой до 18 до 24 м | от 22 600 / |
| Многоэтажных зданий высотой от 24 до 30 м | от 24 700 / |
| Доп. работы | Стоимость, ₽/м2 |
| Обшивка зданий профлистом | от 360 |
| Установка сэндвич-панелей | от 430 |
Получите бесплатный расчет вашего проекта прямо сейчас

С уважением к Вам Сергей, инженер по производству
По всем вопросам звоните по телефону + 7 (499) 707-25-71

Виды соединений материалов при сварке
Основные виды сопряжения материалов при сварке» тавровые, стыковые, внахлест, угловые.
- Стыковые соединения образуют детали при соединении кромками таким образом, что одна деталь служит продолжением другой. Экономичное соединение с минимальной концентрацией напряжения, но требующее высокой точности исполнения.
- Внахлест – с частичным захождением поверхности одной детали на другую. Метод используется для листовых конструкций при толщине стальных листов 2-5 мм. Также используется метод с накладками, когда на шов накладывается и приваривается полоса листового металла. Уровень напряжения шва довольно высокий, метод не является экономичным, но широко используется благодаря высокой скорости обработки.
- Угловые соединения – свариваемые детали размещаются под расчетным углом по отношению друг к другу, образуя ребро.
- Тавровые соединения также размещают поверхности под углом. Отличие таврового соединения от углового в соединении торца одного элемента с поверхностью другого.
Форматы сварных швов
Принята классификация швов по конструктивному типу исполнения, назначению, протяженности и форме.
Конструктивно швы могут быть валиковыми, с образованием объемного шва и стыковыми, плоскими.
- Стыковые швы дают минимальное напряжение материалов и потому предпочтительнее других вариантов соединения. Для контроля качества применяется ГОСТ 5264-80. при толщине свариваемых конструкций более 8 мм необходимо выполнить подготовительную разделку кромок с последующей сварочной обработкой корня шва.
- Валиковые швы чаще используют для угловых соединений. Параллельные осевому усилию швы называют фланговыми, перпендикулярные – лобовыми.
- По типу соединения швы могут быть сплошными, прерывистыми и точечными (прихваты).
Рабочие швы именуются силовыми, конструктивные – связующими.
Сварочные швы меняют структуру и химический состав металлов в зоне шва.
Сварочные напряжения вызывает остывание и сокращение шва при сохранении формы основными деталями. Сильное напряжение может привести к деформации швов и деталей.
Для снижения напряжений при усадке используются технологические приемы с изгибанием деталей перед сваркой в сторону, противоположную усадке.
Правильно выполненный сварочный шов саморегулируется, напряжения равномерно распределяются.
Болтовые соединения
Болтовые соединения считаются менее прочными по сравнению со сварными и более металлоемкими. Края элементов совмещаются внахлест или другими способами. По краям конструкции выполняются отверстия, снижающие прочность изделия.
У болтовых соединений имеются плюсы – конструкция остается разборной. Для выполнения болтовых соединений не требуется заводское оборудование.
При обслуживании конструкции в дальнейшем можно с легкостью заменять поврежденные в процессе эксплуатации элементы.
Болтовое соединение включает в себя болт, гайки и шайбы.
Обычные болты
Для соединения несущих конструкций используются обычные болты в соответствии с ГОСТ 1759.1-82, 7805-70, 7798-70, 15589-70– классификация по точности.
Шкала прочности обычных болтов от 4,6 до 10,9.
Для соединения несущих конструкций используются марки от М16 до М48.
Маркировка М – метрическая резьба, цифра – диаметр стержня болта в миллиметрах.
Болты повышенной прочности
Выпускаются в соответствии ГОСТ 22353-77, 22356-77. Классификация точности – средняя, нормальная.
Болты высокой прочности обеспечивают фрикционное соединение с работой на осевое растяжение.
При монтаже высокопрочных болтов поверхности необходимо тщательно зачищать от следов масла и загрязнения при помощи металлических щеток, пескоструйным оборудованием. Окрашивание до завершения монтажа не производится. Гайки затягивают тарировочным ключом.
Самонарезающие болты
Используются для крепления настилов и кровельных материалов. По всей длине саморезов выполнена резьба, гайка не требуется.
При работе с кровлей и мягкими настилами используются специальные шайбы, увеличивающие площадь крепления.
Фундаментные болты
Используются для креплений опорных элементов и колонн.
Требования по материалам и передаче усилия на растяжения соответствуют ГОСТ 19981-73 и 24379.1-80.
По всем вопросам звоните по телефону + 7 (499) 707-25-71
